
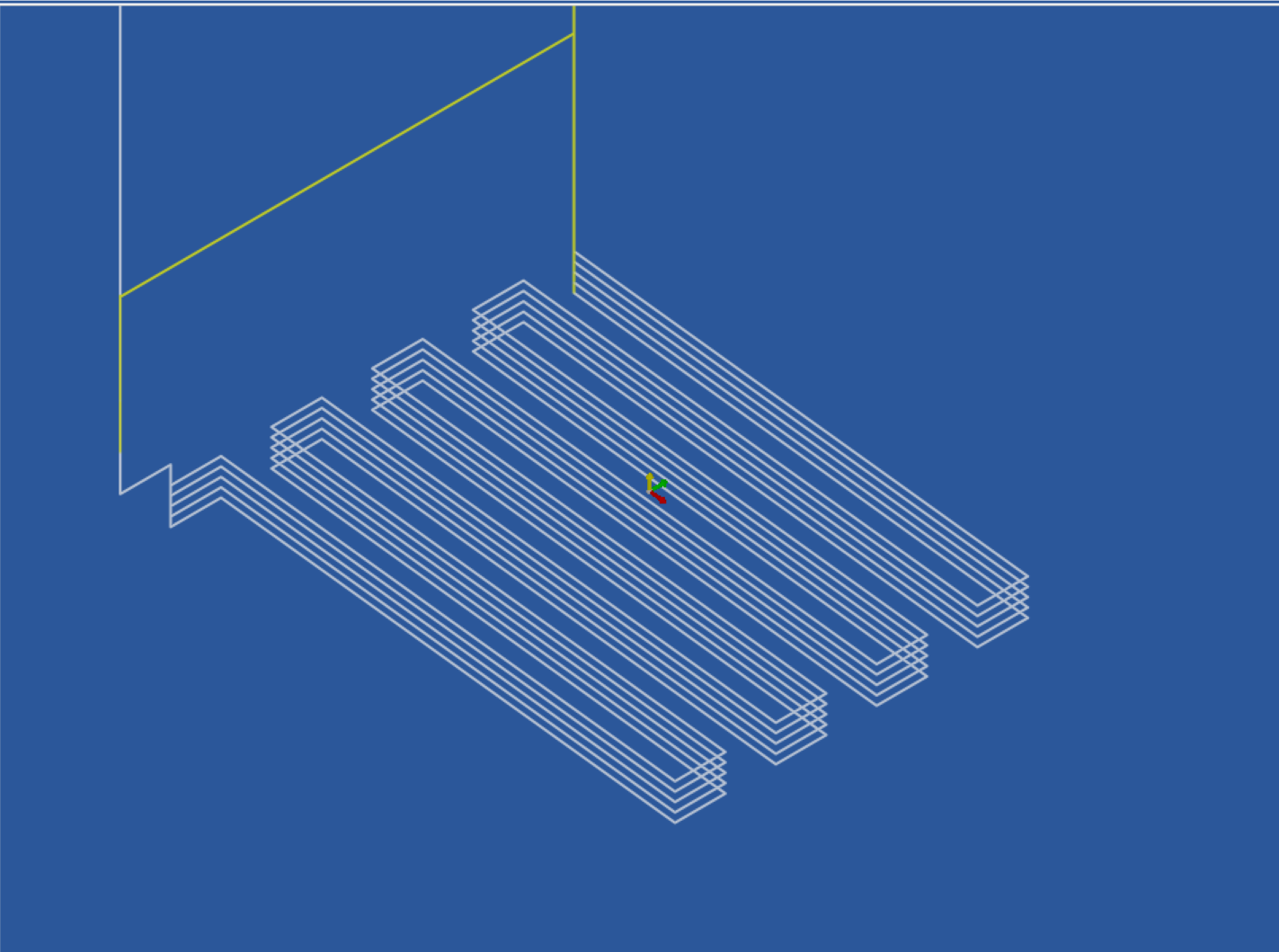
多层飞面宏程序
多层飞面宏程序
%O1000(刷面)(四面分中;对顶为零)(华中)
G54G90G40G80G21G94
G91G28Z0
#0=3(刀具号)
#12=3500(主轴转速)
#13=1500(切削速度)
#1=10(刀具半径)
#2=10(每刀步距Ae)
#3=1(每刀切深Ap)
#4=3(总深)
#5=30(X向长度)
#6=40(Y向长度)
(以下自变量无需更改)
#7=#1*2(刀具直径)
#8=#5/2+#7(下刀点X)
#9=#6/2+#7(下刀点Y)
#10=0(已铣深度)
#11=0(已铣长度Y)
#14=-#9+#1(Y长度初始点)
(判断是否有残留)
IF[#2GE#7]
GOTO91
ENDW
T#0 M06
M03S#12
G90G0X0Y0
Z100
X-#8 Y-#9
G1Z50F2000
Z10F1000
Z1
G1Y#14
Z0F500
WHILE[#10LT#4]
#10=#10+#3
G90G1Z-#10F1000
WHILE[#11LT#6]
#11=#11+#2
G91G1Y#2F#13
X#8*2
IF[#11GT#6]
GOTO101
ENDIF
#11=#11+#2
G91G1Y#2F#13
X-#8*2
ENDW
N101G90G0Z20
#11=0
IF[#10GE#4]
GOTO91
ENDIF
G90 G0 Y-#9
X-#8
Z5
G1Z1F800
G1Y#14F#13
G1Z-#10F800
ENDW
N91 G91G28Z0
G28 Y0
M05
M30
%

评论
匿名评论
隐私政策
你无需删除空行,直接评论以获取最佳展示效果